
Production
The year 2020 was marked by the transfer from production to installation of several of the most important components of the international tokamak. We are talking about the first sector of the vacuum chamber, several magnets of the toroidal field at once, the first coil of the poloidal field, the base of the cryostat and many smaller, but no less important elements.
At the end of 2019, South Korea completed the welding and assembly of the first sector of the vacuum chamber (out of 4 manufactured in Korea). This is a complex product weighing 440 tons - a two-walled vessel with walls up to 60 mm thick (on average - 40) and a complex structure between the walls (here are the elements for fastening the first wall and assemblies of steel bio-protection). The first of its kind sector of the vacuum chamber of the ITER tokamak By the way, the protection elements are such blocks made of boron steel, the production of 9000 units of which India finished in 2020. The production task is greatly complicated by the geometry of the sector, with ubiquitous double curvature surfaces, against the backdrop of the highest demands on manufacturing precision.


The Korean manufacturer has released a good video, which shows the titanic work to create this product.
However, the miracle of production chains is on the way - the second Korean sector is on its way, which should be completed in the first half of 2021, and then 2 final ones, expected in Cadarache by the end of 2022.
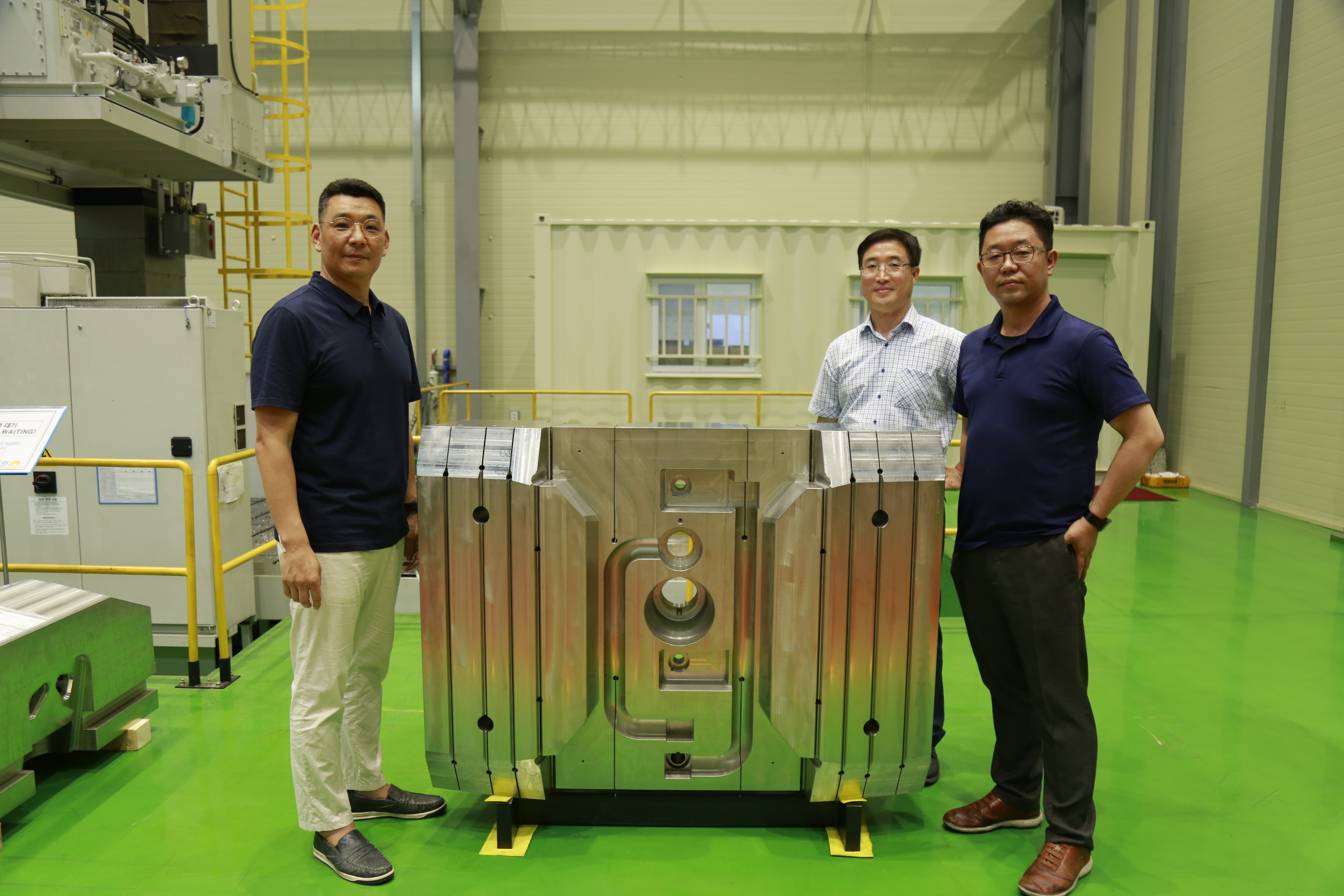
In the process of assembling a tokamak into a single chamber, a lot of all heavy equipment is needed (necessary to save geometry), also made in Korea. In particular, we need a central column and active radial hangers, colored green in the picture below.
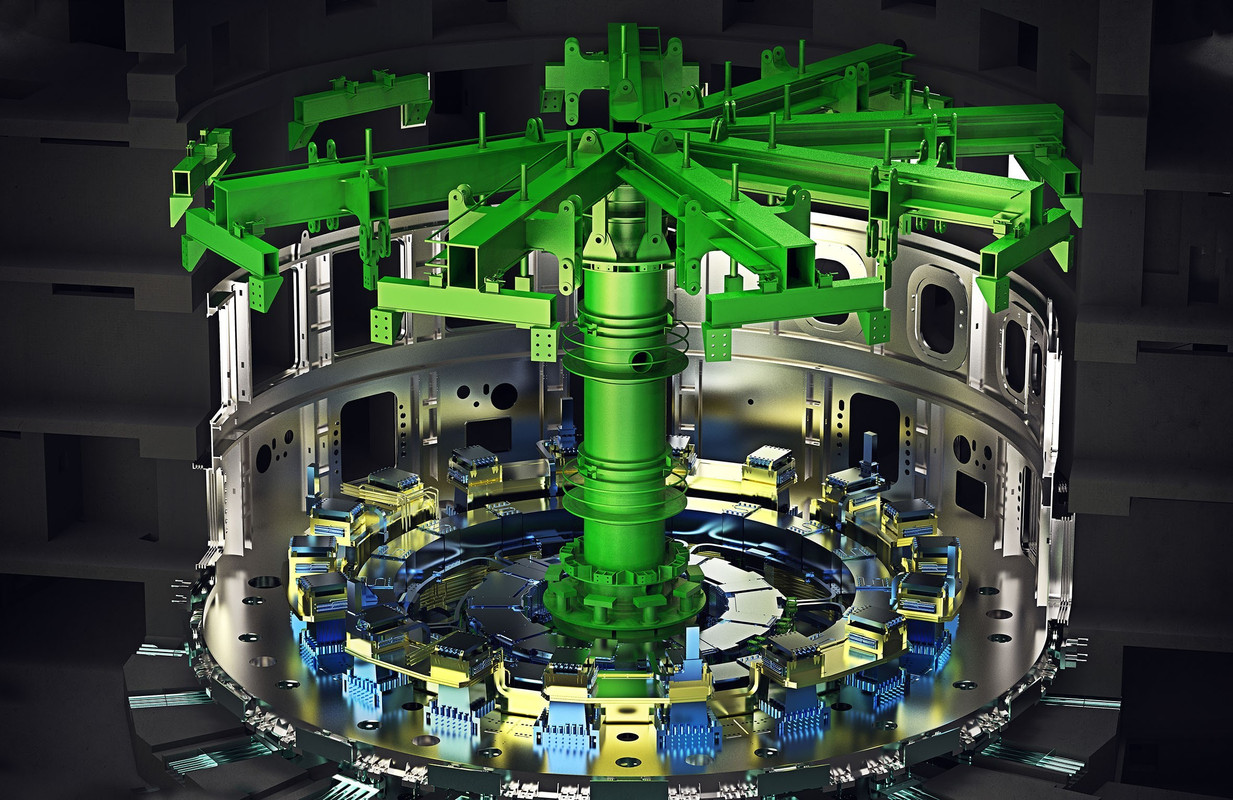
So, in 2020, these elements were produced and tested, and already in 2021 they should be used.


Together with each sector of the vacuum chamber, two 320-ton coils of the toroidal field are installed in the mine - the most powerful magnets in the world today. The production of 18 of these magnets began already in 2009 and included 6 large stages: the production of superconducting cables, radial boards, assembly of superconducting lengths, assembly of winding packs, production of coil bodies, assembly of coils. And finally, in 2020, ready-made coils began to roll off the Japanese and European conveyors, of which there were already 5 ready-made coils by the end of the year. The first two finished toroidal coils at the site in Cadarache in preparation for assembly with the first sector of the toroidal chamber.


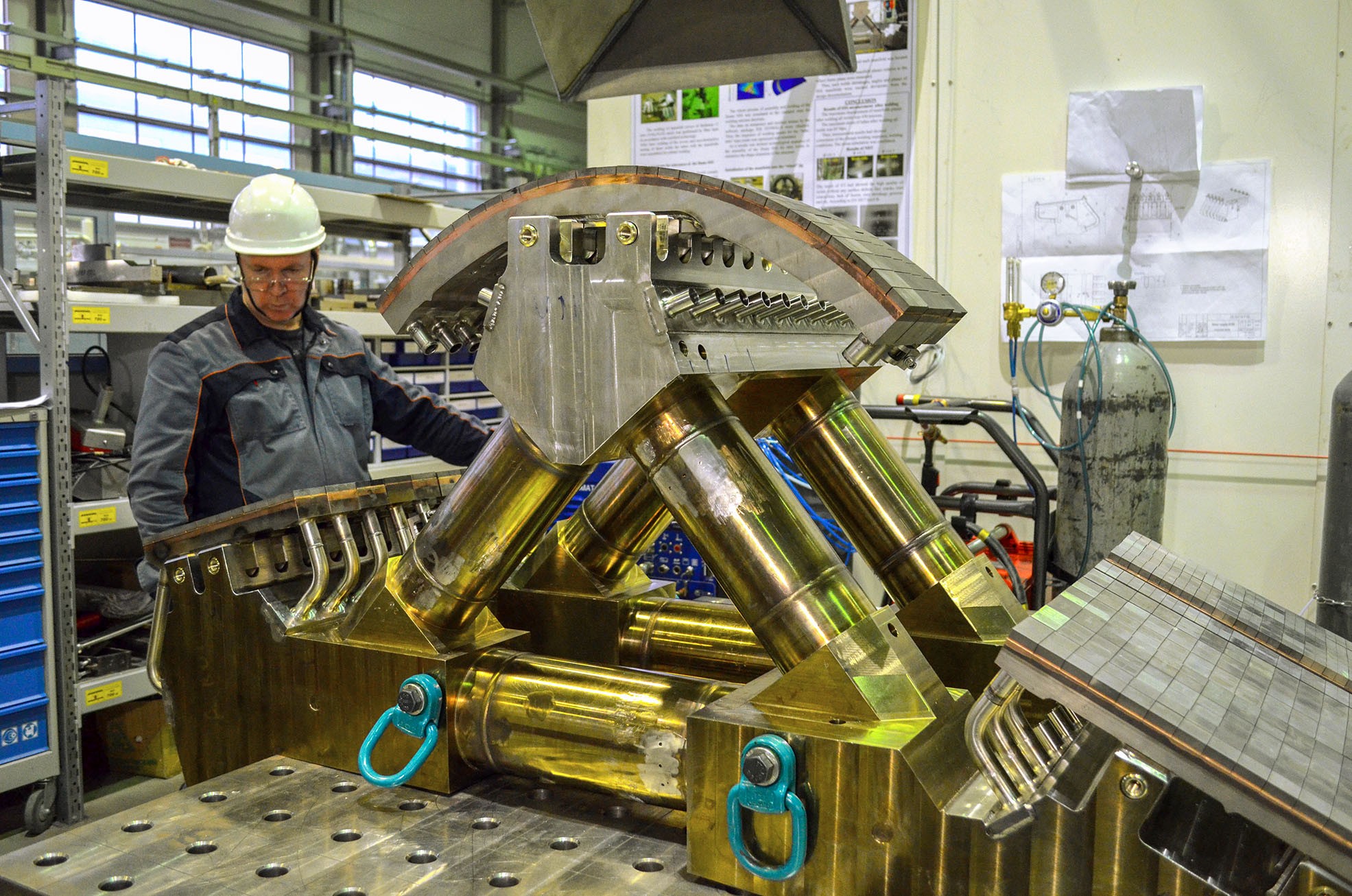
And a little earlier - in the process of welding the opening through which the winding package of the superconducting cable was inserted into the power body of the coil.

And one more photo of the same process for a better understanding of the scale.

And here is another technical process - filling the insides of the coil with epoxy, for which it has to be heated and tilted by 10 degrees.
Surprisingly, at the start of the project, these magnets were considered one of the main technological challenges, largely determining its timing and cost. However, the industry brilliantly coped with this task. Among other things, it is necessary to note the Russian VNIIKP, which manufactured 22 kilometers of superconducting cable from TVEL strands, which is now inside the finished magnets.
In addition to toroidal magnets, there are 4 other types in the tokamak: a central solenoid, poloidal, corrective and in-chamber warm magnets for vertical stabilization and ELM suppression. From the point of view of the assembly schedule, the most important are the PF6 and PF5 poloidal coils and a set of 6 bottom correcting magnets.
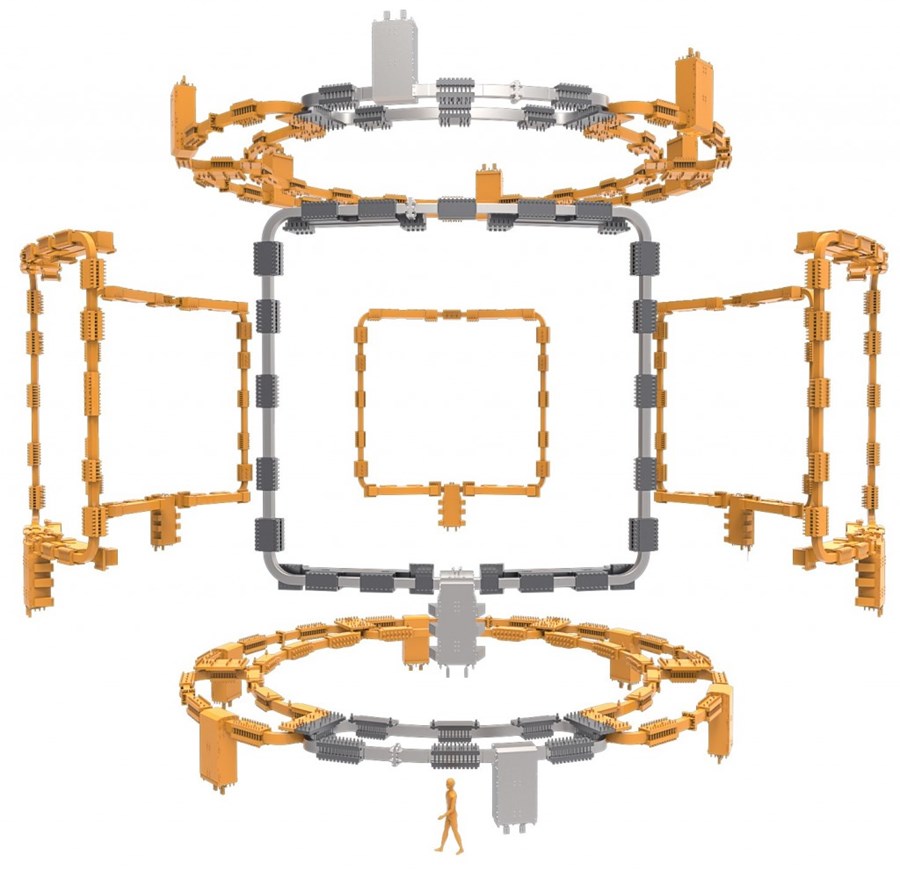
The 18 correction magnets will be located in this configuration. These "small" magnets with 32 or 40 turns of a superconducting cable with a current of 10 kA are needed for controlled field correction of the main magnets.
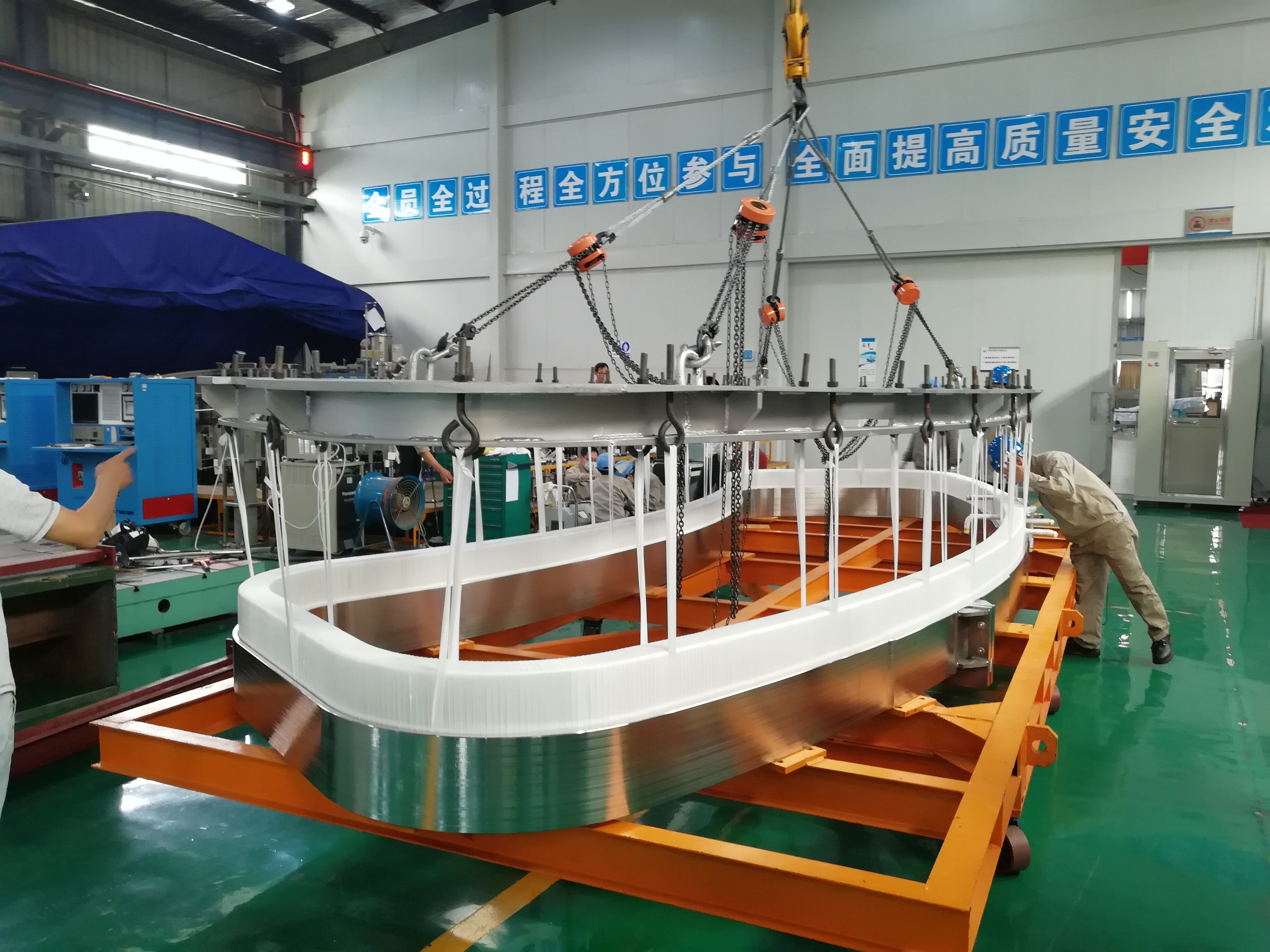
The PF6 was manufactured back in 2019 in China, but reached Kadarash only by September, and, I suspect, the pandemic was only an excuse and it was about some removable jambs. From October to the end of December, cold testing of PF6 was carried out and finally, the 400-ton beauty is almost ready to be installed in the lower part of the cryostat base (from which it will then move to the mounts at the bottom of the “donut” when it is assembled in the mine). Coil PF6. By clicking the picture, you can open the full size and look at its details - joining layers between themselves, cooling helium collectors and cables from temperature and voltage sensors

Another PF5 coil, 17 meters in diameter, was made immediately at the ITER site, along with the other 4 poloidal ones, the dimensions of which do not allow transporting them. In mid-December, it was installed in a test bench and in a few months we can expect delivery.

The situation with superconducting correction coils is noticeably sadder. Back in 2018, China, responsible for their manufacture, reported on the completion of the manufacture of the first magnet, and the dispatch of the first magnets at the end of 2019. At the end of 2019, it was about testing the magnet and sending the first 4 pieces at the beginning of 2020. However, today the delivery has not yet happened, in any case, it was not publicly announced anywhere. Unfortunately, the correction coils cannot be installed after the start of the assembly of the vacuum chamber, so if the Chinese do not want to disrupt the assembly schedule, they must hurry with this element.
The process of inserting the superconducting winding of the lower correction coil into the power steel case, 2018.
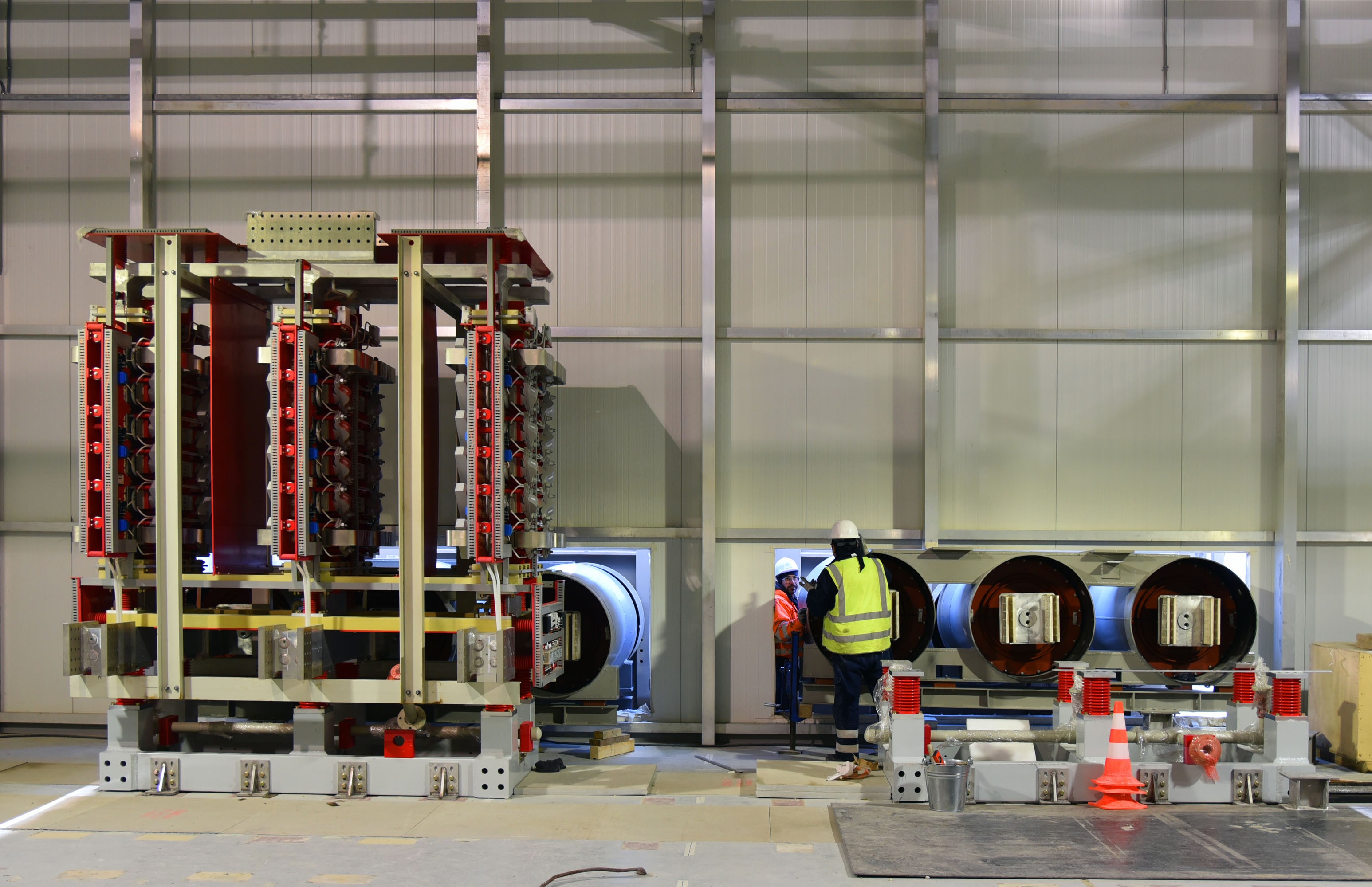
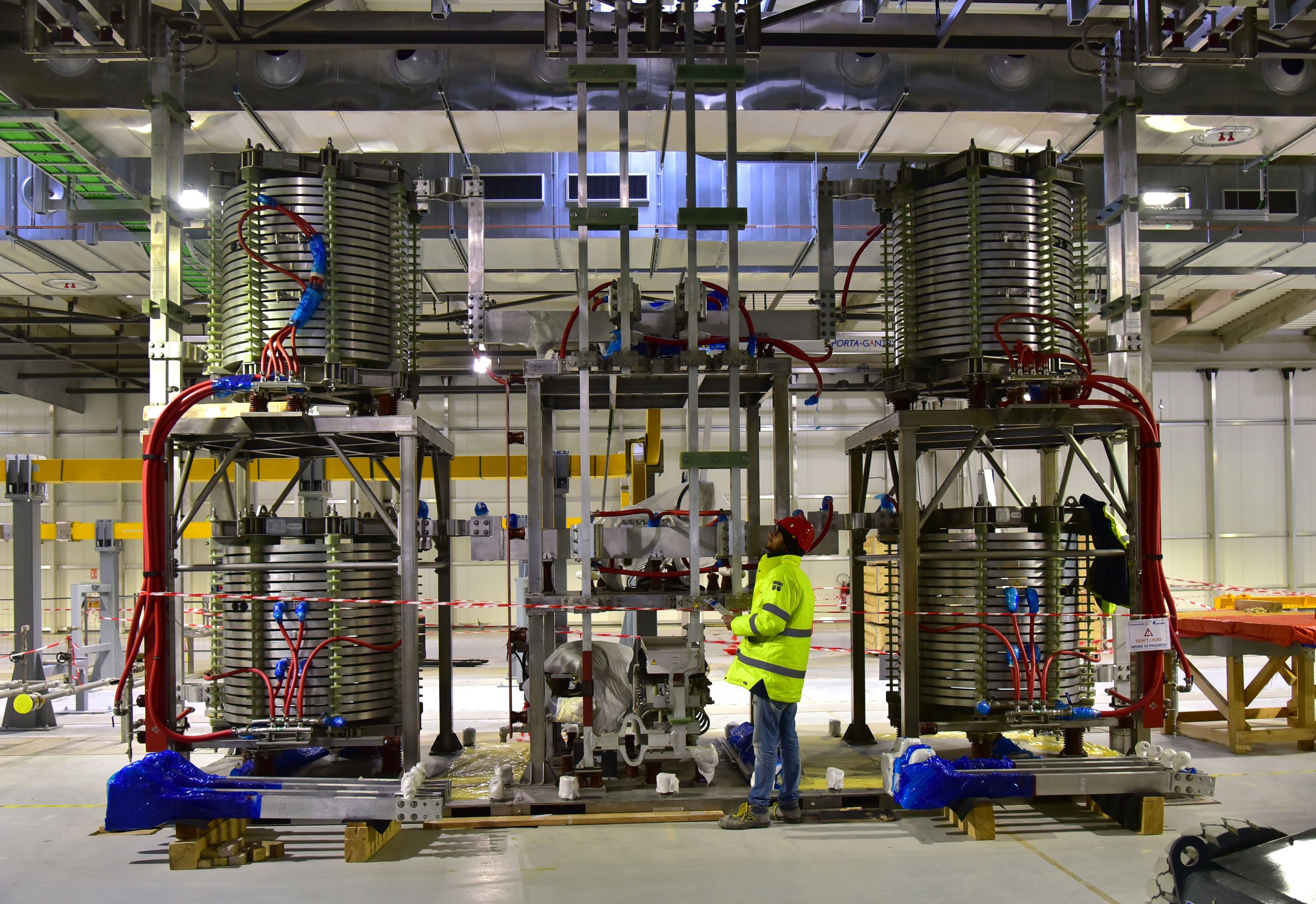
In 2020, the elements of the power supply system for ITER magnets were actively produced and installed. Let me remind you that although the magnets are superconducting, and it seems like you can not feed them, the physics of tokamaks requires changing (sometimes very sharply) the field strength and, accordingly, the current during the launch. Considering the physical dimensions of the magnets and the field energy stored in them, the power of the converters that control the current is enormous. In 2020, serial thyristor synchronous rectifiers with a capacity of 10 to 50 megawatts, made in South Korea and China, began to arrive at the Cadarash site. Another important element, the shipment of which began last year, was the Russian switching modules: the first 10 of the 150 pieces of equipment left for France in November. The production and supply of aluminum busbars for 20 magnet feed lines also continued.
(12- ) …
… , .

FMS ~50 . , — «» — «», ( )
Several interesting production stories relate to the magnetic system power cage. The combination of 15 megaamperes of plasma current and fields of 6-13 Tesla generates in magnets completely diverse in direction forces of up to tens of thousands of tons. A lot of tricky mechanics are used to hold the geometry of the magnetic system, flexible in one direction and rigid in the other.
Let's try to dive into the details here and look at one device responsible for pre-tensioning the central solenoid. Highly detailed view of the central solenoid with all its mechanical structures. And here is one of the details of the structure of the CA. Observant readers will tell which one.


The central solenoid, 6 magnetic modules of which are at different stages of production (in particular, 1 is already completely ready) will be pulled in the longitudinal direction with a force of 21,000 tons.

To understand the numbers in the "football fields" - for such an effort you will need just 2 such press.
Why is this necessary? The fact is that during the start-up process in the CS, the current will quickly decrease to zero and to strongly negative values, and in different modules at different speeds. At some point, they will start to push each other, and in order to stabilize the structure, a pre-tensioning system is needed.

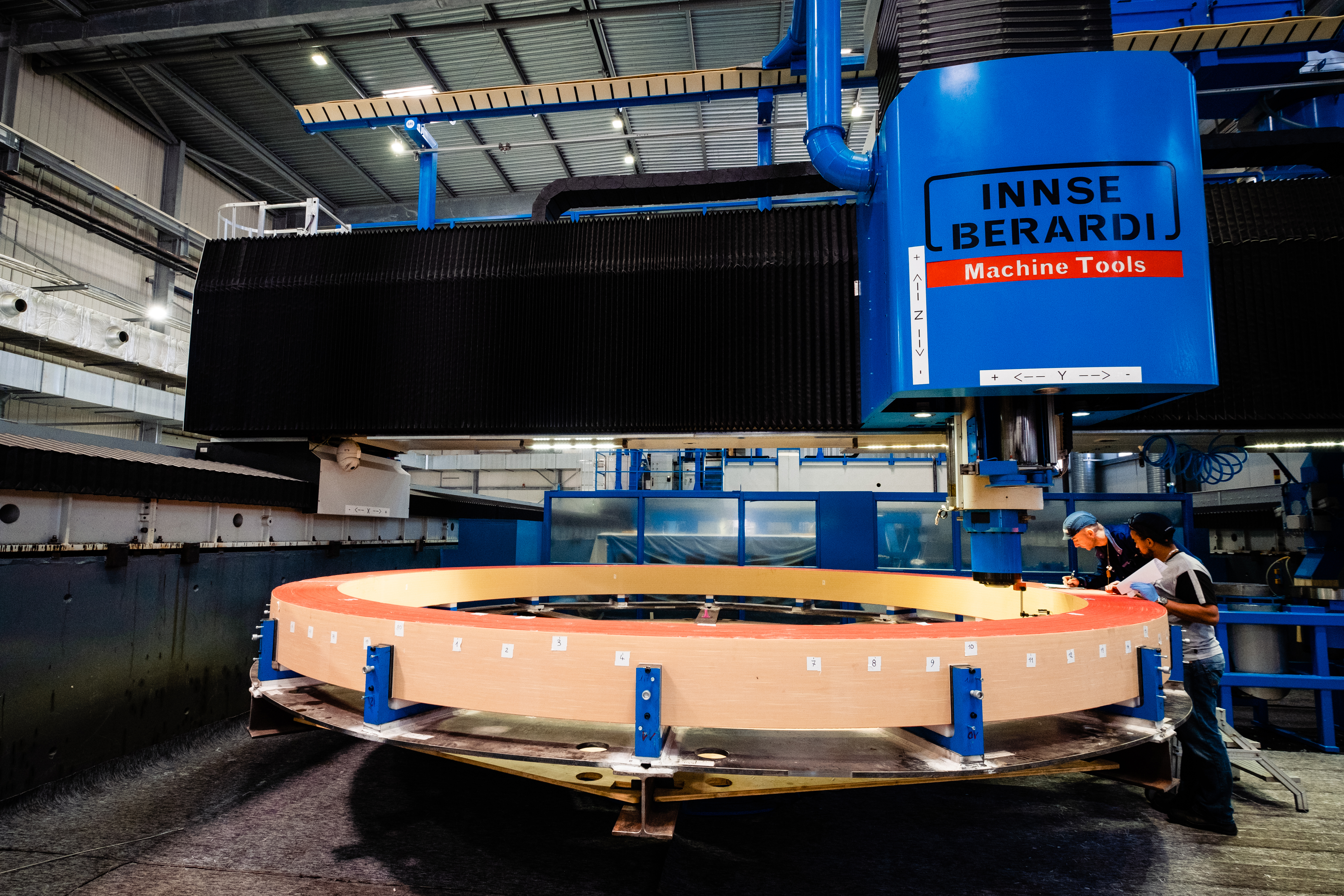
An almost ready-made CA module in the process of geometry verification. The weight of this product is 109 tons.
For this, longitudinal steel plates and special tensioning blocks are used, 9 sets for the entire central structure. Each tensioner block has 5 bolts that abut against the upper CA module and pull the lower part of the CA by the longitudinal plates, thus creating compression.

The Upper Key Block rests against the blue element underneath and pulls the lower part of the solenoid towards itself through the Tie Plate.
Now let's move on from the abstract tens of thousands of tons to the specific 467 tons that each of the bolts must create. Is it a lot or a little? By tightening the bolt with a standard wrench, we can create an axial force in it about 70-80 times the force on a regular wrench, and 200-400 times on a well-elongated wrench. In this case, it would be to apply an effort of 1.2-1.5 tons on a 9-meter key. These are unrealistic values, so the idea of using hydraulic tensioners comes up. Unfortunately, it is forbidden to use oil-filled tools on ITER magnets, and there is not enough space for a standard tool's hydraulic head. Therefore, today 2 options are being considered - either a specially designed hydraulic tensioner with water, or special bolts called the Multi Jackbolt Tensioner. These are very interesting mechanical tensioners,actively used where too much tension is required.
Promotional video detailing MJT. In short, small bolts abut the washer and pull out the main bolt body.
For the case under consideration, an MJT with 24 bolts-inserts would be needed, the tension was 20 steps and only ~ 120,000 operations of tightening the bolts-inserts, which would take 1.5 months of work of several teams. Such is the trifle.

Experienced MJT for ITER CS is installed in the device to measure the generated tension.
You can also note the cunning support of the CS, on which it is attached from below to the toroidal coils so that the radial movements of the TC do not displace the axis of the CS. This will also be facilitated by a set of prestressed fiberglass rings, which will expand the TC from below and from above. These rings were made in France in 2019-2020 and will soon go into the reactor shaft.

A couple of production news related to the internals of the vacuum chamber. These devices will not be needed soon, but this is one of the most difficult parts of the ITER - high vacuum, radiation, the most powerful thermal loads from plasma, and complex geometry. These devices include the "first wall" - actively cooled panels lined with beryllium, which will face directly the plasma ...

A prototype of one of 440 panels of the first wall
... protective blocks, which are ~ 5 ton steel products filled with water, the task of which is to absorb neutron and partly gamma radiation from a thermonuclear reaction. It is on them that the panels of the first wall will be attached.
The first serial Korean protective unit (Korea is responsible for the production of 220 units)
And, finally, the divertor, a device on which the thermonuclear plasma will drain (after which it is cooled and pumped out, thereby ensuring circulating plasma purification). The divertor will be installed in a vacuum chamber ~ 2030, but the production of its main working surfaces, lined with tungsten, the industry is already awake, trying to understand the depth of the technological chasm into which it will have to descend.

European divertor element
and Russian divertor element
Even from the “reactor” part of the project, in 2020 the cryostat lid was completed, of course, striking in its absurd size (remember - its diameter is 30 meters). Among the "external" systems, one can note the ongoing production of Japanese and Russian-made gyrotrons. It's amazing, of course, how uneven the production of components in such a project is. The most sophisticated high-tech radio tubes that 3 companies in the world are capable of producing are already made with a margin to the original plans, and the “simple” supports for toroidal magnets are 2 years behind the terms.


Japanese gyrotrons are bored while waiting for editing. By the way, the white flanges facing us are the microwave radiation outlet, and the window in them is made of diamond.
India continued to supply cryoline segments, which are evacuated pipes of a decent diameter, inside which pipes with liquids and gases are laid, and cryo screens are installed.

Welding of cryoline pipelines deep in the basement floor B1 of the tokamak building.
In conclusion of the “production” section, I would like to show one more point, more likely about installation, but nevertheless - the ITER radiation-protective doors. Due to the fact that as many as 45 large penetrations - ports are organized in the "donut" of the vacuum chamber, the reactor shaft is surrounded by 45 port chambers - rooms in which the continuation of the equipment entering this port is located. To organize biosecurity in these openings from neutron and gamma radiation of the reactor, the dose rate of which on the reactor wall will reach ~ 100,000 roentgens per hour, neutron shielding plugs made of boron carbide, steel and water and biosecurity from gamma radiation in the form of a concrete plug will be organized. However, to extinguish anything that passed along the equipment and protect the surrounding buildings, a 100-ton door filled with heavy concrete was installed at the end of each port chamber.In total, 60 such doors had to be installed in the reactor building, which was completed in the fall of 2020.

Research and development
ITER as a whole required and still requires an incredible amount of work by scientists, researchers, developers and engineers - even without industrial partners, these costs exceed 10,000 man-years. However, a large chunk still remains. In 2020, a supporting R&D plan (120 points) was published , in the physical part of which all modern tokamaks in the world and many specialized installations and stands will be involved. The SPIDER stand is a low pressure RF gas ionizer with an electrostatic system pulling out negative ions. All this is difficult to discern behind the interweaving of cooling pipes, copper busbars and other rods.
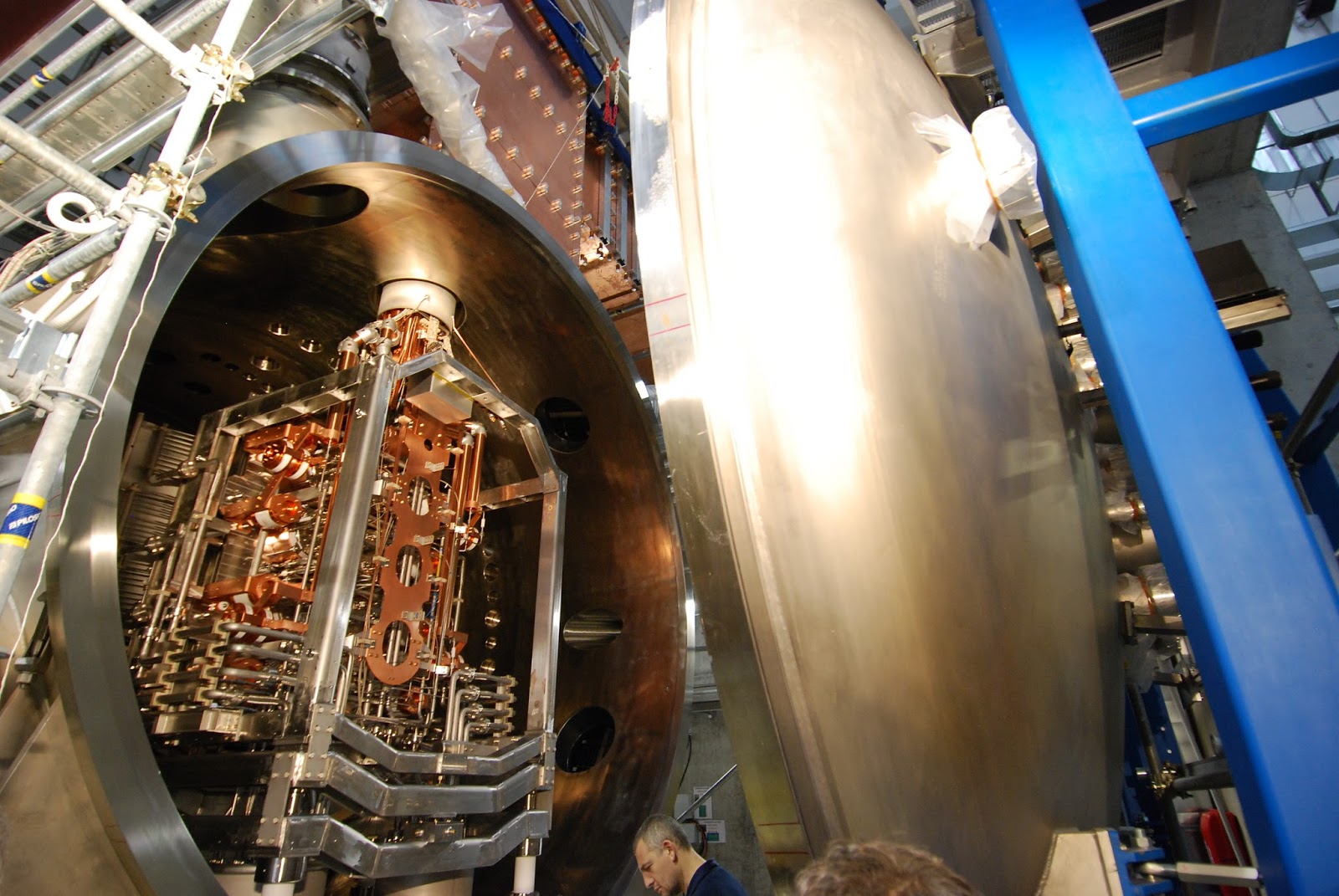
The largest block remains the creation of neutral injectors, for which a large ELISE stand was created in Germany, a large laboratory with two large installations SPIDER and MITICA was built in Italy at once. The science intensity and complexity of this system is perhaps the highest in the entire ITER, and despite already 10 years of development, the required specific indicators for the ion current and the fraction of electrons in this current have not yet been achieved.
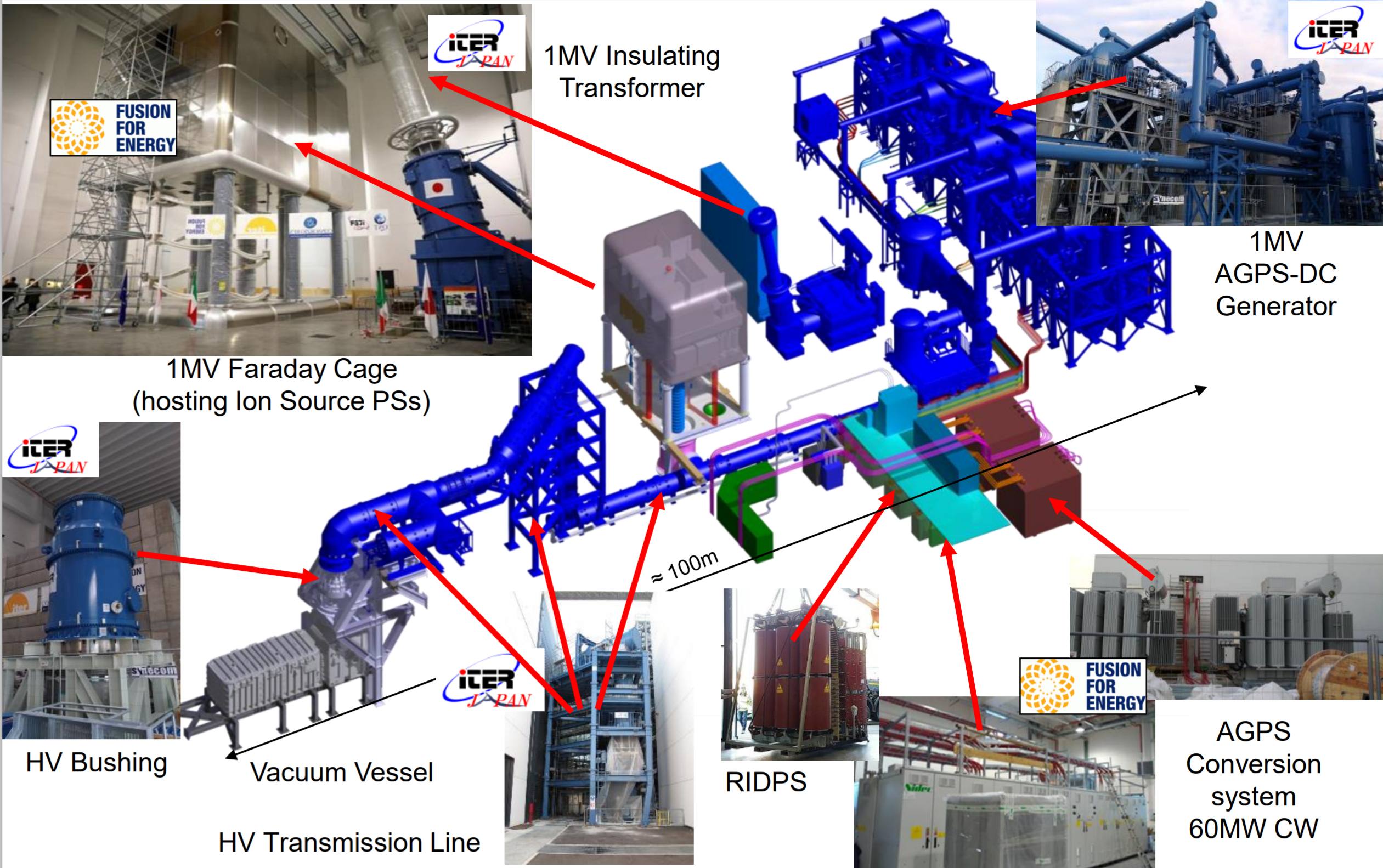
MITICA is not just a stand, it is a whole complex of installations .
An important part of research is the suppression of plasma disruptions with the help of gas injection and shooting with frozen pieces of ice (pieces of ice at a speed of 200-400 m / s best of all carry cold matter to the center of the plasma cord). These studies are being carried out at the American DIII-D tokamak and the Korean KSTAR.

An interesting scan of the wall of the DIII-D tokamak where the ports of all diagnostic systems, heating, etc. are signed.
A huge amount of R&D deals with ITER diagnostic systems - i.e. his scientific instruments. In order not to multiply the general words, I propose to look inside the development of Russian diagnostic systems - for example, the first mirrors of a hydrogen line spectroscopy device or a neutron collimator of an analyzer of neutral plasma particles . You can look at engineering and seemingly more mundane things, for example, robotic compatible bolts for attaching the first wall to protective blocks, or see how vacuum-tight connectors for ITER are tested for thermal cycles.

It should be noted that investments in people and technologies that are taking place within the framework of this large-scale development of a thermonuclear reactor will undoubtedly give and will have a positive effect in other fields not related to ITER. Knowledge, technology, engineering solutions, personnel qualifications - all these costs can be considered investments in a long range of industries and areas.
Conclusion
Another year brought many positive shifts for the project of an international thermonuclear experimental reactor in terms of assembling systems and components. Moreover, the first functional tests, which started timidly in 2019, began to expand and grow, and we can expect the readiness of the first large service systems in 2021. We are gradually coming to the point when the ideas put into the machine, the quality of execution and the organization of the project will pass a severe commissioning exam, and it will be he who will determine who is right - the critics of the project or its fans. However, it seems to me that the successes of 2020 allow us to maintain moderate optimism about the future of ITER.